什麽是衝壓模具加工你知道麽
發布日期:2016-12-23 00:00 來源:https://www.ts-residence.com 點擊:
什麽(me) 是衝(chong) 壓模具加工你知道麽(me)
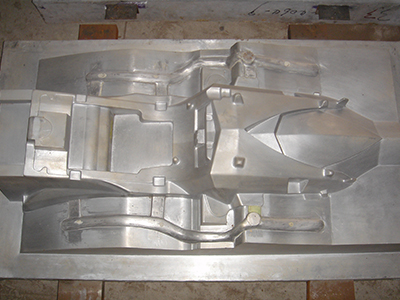
米兰app官方官网下载衝(chong) 壓是利用安裝在衝(chong) 壓設備(主要是壓力機)上的模具對材料施加壓力,使其產(chan) 生分離或塑性變形,從(cong) 而獲得所需零件(俗稱衝(chong) 壓或衝(chong) 壓件)的一種壓力加工方法。衝(chong) 壓通常是在常溫下對材料進行冷變形加工,所以也叫冷衝(chong) 壓。衝(chong) 壓是材料壓力加工或塑性加工的主要方法之一,隸屬於(yu) 材料成型工程術。衝(chong) 壓所使用的模具稱為(wei) 衝(chong) 壓模具,簡稱衝(chong) 模。衝(chong) 模是將材料(金屬或非金屬)批量加工成所需衝(chong) 件的專(zhuan) 用工具。衝(chong) 模在衝(chong) 壓中至關(guan) 重要,沒有符合要求的衝(chong) 模,批量衝(chong) 壓生產(chan) 就難以進行;沒有先進的衝(chong) 模,先進的衝(chong) 壓工藝就無法實現。衝(chong) 壓工藝與(yu) 模具、衝(chong) 壓設備和衝(chong) 壓材料構成衝(chong) 壓加工的三要素,隻有它們(men) 相互結合才能得出衝(chong) 壓件。
加工預留量原則:需要熱處理加工的工件,熱處理前外形備料尺寸單邊加0.25mm的磨床餘(yu) 量,模仁、鑲件需要CNC粗加工的部分,單邊預留餘(yu) 量0.2mm,鉗工銑床粗銑外形單邊預留餘(yu) 量0.3-0.5mm,線割後需要磨床加工的工件,成型部位單邊預留0.05mm,外形開粗單邊預留0.1mm的磨削餘(yu) 量; CNC精加工、電脈衝(chong) 後要鏡麵拋光,單邊留0.03mm的拋光餘(yu) 量。主體(ti) 鑲件加工工藝備材料:工藝員根據工件的大小、形狀來定義(yi) 是單件加工還是多件合在一起加工,如果是多件一起加工,工藝員需對工件的加工排位出圖;銑床加工:鉗工根據工件圖或結合工藝員出的排位圖進行加工,鑽運水孔(運水孔堵頭最深處距橫向運水孔距離3-4mm)、穿絲(si) 孔,鑽、攻螺絲(si) 孔,鑽、鉸頂針孔,成型處開粗,模具編號,掛台讓位;CNC加工:如需CNC粗加工的工件,安排CNC 粗加工;熱處理加工:注明硬度要求;