簡述模具加工的工藝和精度要求
發布日期:2018-01-08 00:00 來源:https://www.ts-residence.com 點擊:
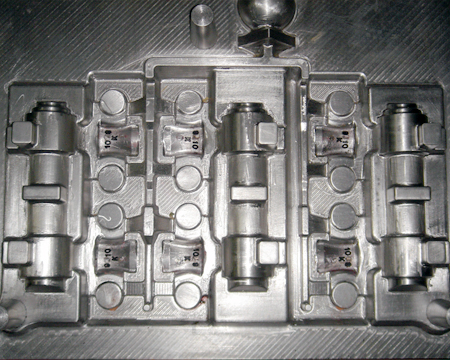
由於(yu) 模具加工通常有工藝過程長,工序類別多和單件生產(chan) 的特點.所以,對模具零件的 加工中,需要采用多種加工方法才能達到所需要求,同時,模具零件的精度和表麵粗糙度要求都較高,常采用線割和磨削來保證. 模具零件毛坯鍛造的作用可使材料組織致密,碳化物分布均勻和纖維流線分布合理,從(cong) 而達到改善熱處理性能和提高使用壽命。
米兰app官方官网下载預留量原則:需要熱處理加工的工件,熱處理前外形備料尺寸單邊加0.25mm的磨床餘(yu) 量,模仁、鑲件需要CNC粗加工的部分,單邊預留餘(yu) 量0.2mm,鉗工銑床粗銑外形單邊預留餘(yu) 量0.3-0.5mm,線割後需要磨床加工的工件,成型部位單邊預留0.05mm,外形開粗單邊預留0.1mm的磨削餘(yu) 量; CNC精加工、電脈衝(chong) 後要鏡麵拋光,單邊留0.03mm的拋光餘(yu) 量。
加工精度要求:模具尺寸的製造精度應在0.005~0.02mm範圍內(nei) ;垂直度要求在0.01~0.02mm範圍內(nei) ;同軸度要求在0.01~0.03mm範圍內(nei) ;動、定模分型麵的上、下兩(liang) 平麵的平行度要求在0.01~0.03mm範圍內(nei) 。合模後,分型麵之間的間隙小於(yu) 所成型塑料的溢邊值。
其餘(yu) 模板配合麵的平行度要求在0.01~0.02mm範圍內(nei) ;固定部分的配合精度一般選用0.01~0.02mm範圍內(nei) ;小芯子如果無對插要求或對尺寸影響不大可取雙邊0.01~0.02mm的間隙配合;滑動部分的配合精度一般選用H7/e6、H7/f7、H7/g6三種。 注意: 鏡麵上如有做了掛靠台階的鑲件,配合不能太緊,否則在鑲件從(cong) 正麵往後退敲打時,用來敲打的工具易碰壞鏡麵,如不影響產(chan) 品尺寸,可取雙邊0.01~0.02mm的間隙配合。
刀具旋轉方向與(yu) 工件進給方向一致時為(wei) 順銑,由於(yu) 切削量傾(qing) 向把工件拉向刀具的方向,如果切削黑皮工件,將造成刀具破裂,工件損傷(shang) ,所以若是工件表麵不良,應使用逆銑。刀具初接觸工件時的切削最厚,慢慢至離開工件時的切削厚度薄, 若采用較薄的加工餘(yu) 量0.05-0.15mm,光潔度較高。