在汽車模具製造的過程的注意事項
發布日期:2019-11-04 00:00 來源:https://www.ts-residence.com 點擊:
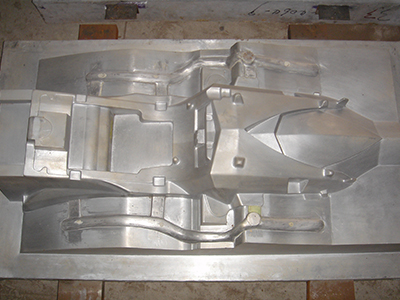
米兰app官方官网下载,在汽車模具製造的過程當中,加工深腔模具時要想應用三軸加工中心實現,則必須加長刀柄和刀具,但是利用五軸加工中心加工比較深與(yu) 比較陡的型腔時,要想給模具加工創造較好的工藝條件可以通過工件或主軸頭的附加回轉和擺動,能夠使刀具長度得到適當地縮短,從(cong) 而杜絕刀具同刀杆以及型腔壁之間產(chan) 生碰撞現象的發生,減少加工時刀具的抖動與(yu) 破損,刀具的使用壽命得到延長,模具的表麵質量和加工效率也大大提高。
高速銑加工采用小徑銑刀,高轉速、小周期進給量,使得生產(chan) 效率和加工精度大大提高,同時由於(yu) 銑削力低,工件熱變形減少,銑削深度較小,而進給較快,因此加工的表麵粗糙度很小。高速銑可加工60HRC的淬硬模具鋼件,因此高速銑加工允許在熱處理以後再進行切削加工,使模具製造工藝大大簡化。
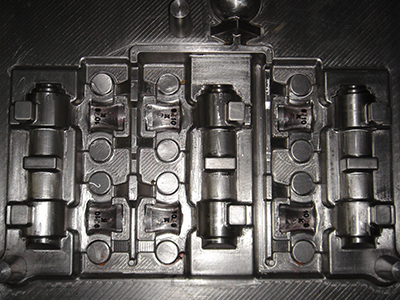
塑膠模具的主要型腔、型麵都由CNC銑削加工來完成。雖然我國的壓鑄模具已經走向國際市場,出口量達到了30%以上,同時以每年平均18%的增速遞進。但是從(cong) 模具生產(chan) 的總體(ti) 情況來說,存在諸多問題,低端的模具產(chan) 量過大,庫存積壓嚴(yan) 重,高端模具生產(chan) 不足,需要從(cong) 國外進口。特別是一種重要部位的精密模具缺口較大,需要進口。針對這樣的情況,模具產(chan) 業(ye) 需要實現產(chan) 業(ye) 升級,轉型生產(chan) 中高端的模具。
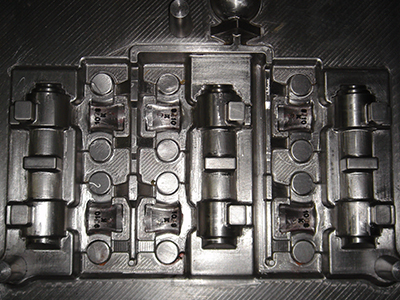
模具型腔型芯應先拆外觀主體(ti) 電極,再拆其他主體(ti) 電極,後拆局部電極;定模外觀電極要考慮整體(ti) 加工,對CNC清角不到的地方,采用線切割清角,以便定模外觀麵完整,無接痕;動模深度相差不大的加強筋、筋片、柱子能一起加工的盡量做在一個(ge) 電極上。
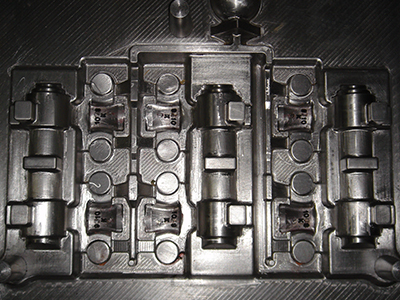
五金模具粗加工的主要目標是追求單位時間內(nei) 的材料去除率,並為(wei) 半精加工準備工件的幾何輪廓。在切削過程中因切削層金屬麵積發生變化,導致五金刀具承受的載荷發生變化,使切削過程不穩定,五金刀具磨損速度不均勻,加工表麵質量下降。