模具加工:模仁加工標準
發布日期:2021-05-17 00:00 來源:https://www.ts-residence.com 點擊:
模具工指模具製作師傅的統稱,隻不過現在整個(ge) 模具的生產(chan) 流程分工很細,如車床磨床都有專(zhuan) 業(ye) 的技師,所以模具工的主要指整個(ge) 模具進度跟進與(yu) 最後安裝調試的模具師傅。
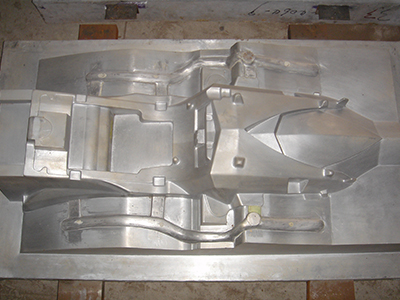
米兰app官方官网下载:模仁加工標準
1、上下模肉四周R角
原則上是由CNC加工,當長寬任一尺寸小於(yu) 或等於(yu) 350mm、厚度小於(yu) 或等於(yu) 250mm時且工件隻有線割工藝的而沒有CNC工序的由線割加工,如有CNC工序的由CNC加工;當長寬任一尺寸大於(yu) 350mm、厚度大於(yu) 250mm全部由CNC加工。
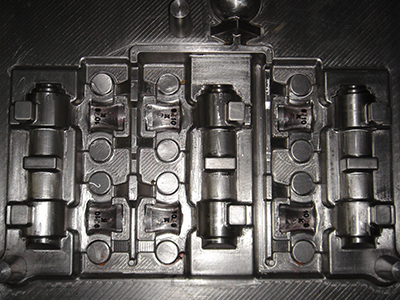
2、行位背麵硬片凹槽
行位寬度小於(yu) 或等於(yu) 200mm由線割加工,行位寬度大於(yu) 200mm由CNC加工。行位寬度小於(yu) 或等於(yu) 250mm時凹槽作通槽設計(頂部不開通),大於(yu) 200mm時作挖坑設計(中間不間隔)。
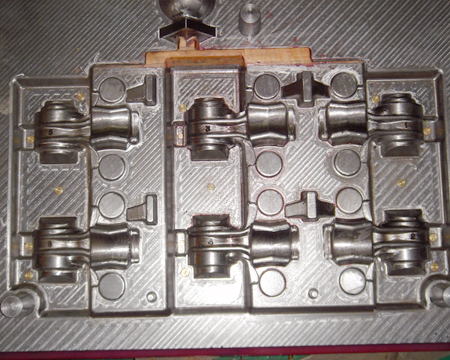
3、行位兩(liang) 側(ce) 掛台
1. 當行位寬度小於(yu) 或等於(yu) 250mm且兩(liang) 側(ce) 掛台是直身的由精密銑床開粗留餘(yu) 量(其中一邊要留凸台)再由磨床精加工到數;行位寬度大於(yu) 250mm由CNC加工。當掛台兩(liang) 側(ce) 是斜麵時統一由CNC加工工。
2. 當行位高度大於(yu) 50mm時,要留凸台磨床方便加工,由銑床鑼掉凸台。
4、日期章孔
前後模的日期章孔先由精密銑床鑽粗底孔,再由火花機加工到數。
5、入膠孔
前後模的進膠點,由銑床鑽粗孔再由EDM加工到位。EDM前細孔放電0.6~0.8mm的小孔。
6、模肉、行位斜運水(斜邊孔)
針對較大的零件超過銑床加工行程的,由銑床擺角度加工到一定深度再由鑽床將工件擺角度再加工到位。
7、運水的加工
當前後模肉長寬尺寸任一方向超過100mm時由鑽床加工運水孔及喉牙擴孔。