模具加工

詳細介紹

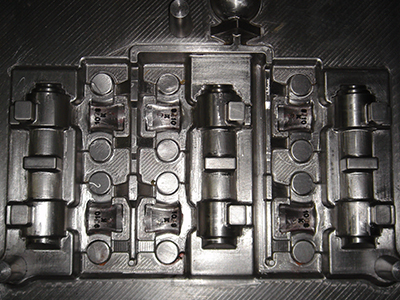
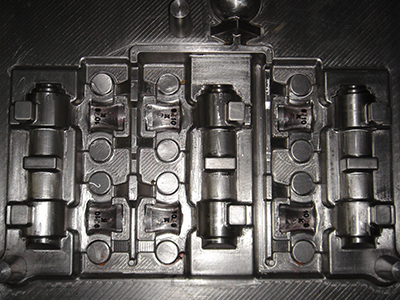
模具加工對於(yu) 采用潛伏式澆口的模具,進膠口的直端部分常采用圓形或扁形,然後,采用圓形或扁形的頂針頂出,但因為(wei) 頂針小進膠口長,如果進膠口處沒有脫模斜度,部品頂出時常會(hui) 發生頂出不良或把頂針折斷的現象,因此,該處應開0.5°~1°的脫模斜度,以便頂出。落料模在設計時應盡量避免尖角出現,以免應力過大,刀口強度過小而造成刀口壽命降低。
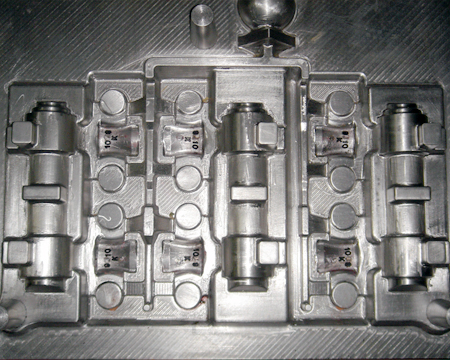
在打銷釘之前,一般先把組衝(chong) 頭時粘上的AB膠水或瞬間膠水清除幹淨,重組衝(chong) 頭,鎖緊螺杆後方可打定位銷。模具一般要進行熱處理的部位有:拉延模尺角、拉延筋、剪邊模刀口、整形模刀塊等。