模具加工為了改善部品距離澆口較遠端的填充性能
發布日期:2018-02-07 00:00 來源:https://www.ts-residence.com 點擊:
米兰app官方官网下载,先是銑床粗加工六麵,2精磨六麵到尺寸要求,3銑床粗加工掛台,4掛台精磨到尺寸要求並與(yu) 模架行位滑配,5銑床加工斜麵,保證斜度與(yu) 壓緊塊一致,留餘(yu) 量飛模,6鑽運水和斜導住孔,斜導柱孔比導柱大1毫米,並倒角,斜導柱孔斜度應比滑塊斜麵斜度小2度。斜導柱孔也可以在飛好模合上模後與(yu) 模架一起再加工,根據不同的情況而定。
模具零件毛坯鍛造的作用可使材料組織致密,碳化物分布均勻和纖維流線分布合理,從(cong) 而達到改善熱處理性能和提高使用壽命. 先預熱錘頭和錘砧,輕擊去除氧化皮,按工藝要求鍛造.鐓粗時先鉚鍛和倒角,後鐓粗.當出現軸向彎曲要及時校正,以防折迭造成廢品.拔長時每錘進給量以30~40mm為(wei) 宜,拔長過程發現邊角產(chan) 生裂紋,則剔除後再鍛.鍛件拔長一般小於(yu) 3倍坯料長度.
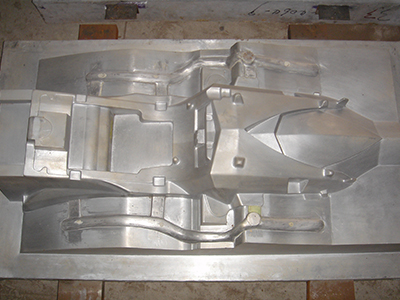
大連模具加工為(wei) 了改善部品距離澆口較遠端的填充性能,可以在這些部位開設逃氣槽,增加入子(排氣槽深度一般接近於(yu) 該塑膠料溢邊值);這一點,設計前尤其應該考慮的,定結構時,應該有這樣一種觀念:盡量讓流體(ti) 在模腔內(nei) 流動時各個(ge) 部分的壓力,溫度均恒,避免因填充不均造成產(chan) 品變形等缺陷)。
五金模具加工技術粗加工模具粗加工的主要目標是追求單位時間內(nei) 的材料去除率,並為(wei) 半精加工準備工件的幾何輪廓。在切削過程中因切削層金屬麵積發生變化,導致刀具承受的載荷發生變化,使切削過程不穩定,刀具磨損速度不均勻,加工表麵質量下降。
有時模具的表麵有一些小圓凹點需要拋光,在用常規方法難以解決(jue) 的前提下,有時采用纖維油石(非常貴),有時采用一種簡單的方法,把牙簽夾在小搖臂鑽上打到6000-10000轉/分鍾,用手輕托模仁,沾上鑽石膏,把需要拋光部分輕輕去碰牙簽來拋光。